High-Throughput Serial production Line for Hot Pressing of Large Area Ceramic Components
Wednesday, 29 January 2020
J. Hennicke, H. U. Kessel, T. Kessel, H. Neeß
Certain ceramic or powder metallic parts are made by pressure-assisted sintering methods, e.g. hot pressing. In the last decade, it was possible to increase the cost-efficiency of these methods significantly by the development of rapid field-assisted sintering methods, but the lengthy cooling process is still a problem, especially for large-area parts. To overcome this difficulty, a high-throughput serial production line for hot pressing of large-area components was designed and built. A combination of different innovative design features allows an overall optimization of the production process, resulting in a multiplication of the previous productivity. Basically, this concept is applicable for the improvement of pressureless as well as pressure-assisted sintering methods, besides hot pressing also various rapid FAST methods. This report explains the different optimization steps realized and specifies the performance of this newly developed production line.
Introduction
Innovative ceramic or powder-metallic materials are often essential, to allow the technical and economic progress of future oriented technical fields, e.g. power engineering, electric mobility, aerospace, and others. But some of these materials can only be sintered by uniaxial mechanical pressure assistance. Conventional hot pressing is still the most common pressure-assisted sintering method, although its low-cost efficiency is the main barrier for the widespread use of these materials.
Tranferring pressure assisted sintering from the Lab to the Fab
In most cases, the improvement of cost efficiency is synonymous with the improvement of productivity, e.g. by the reduction of the sintering cycle time. Conventional hot pressing is limited in this respect because high heating rates would cause high thermal gradients in the pressing tool. These
gradients necessitate a prolonged dwell time and cause reduced quality of the sintered part. A good solution for this problem is the “in-situ” heating of the pressing tool volume including the part by electrical current.
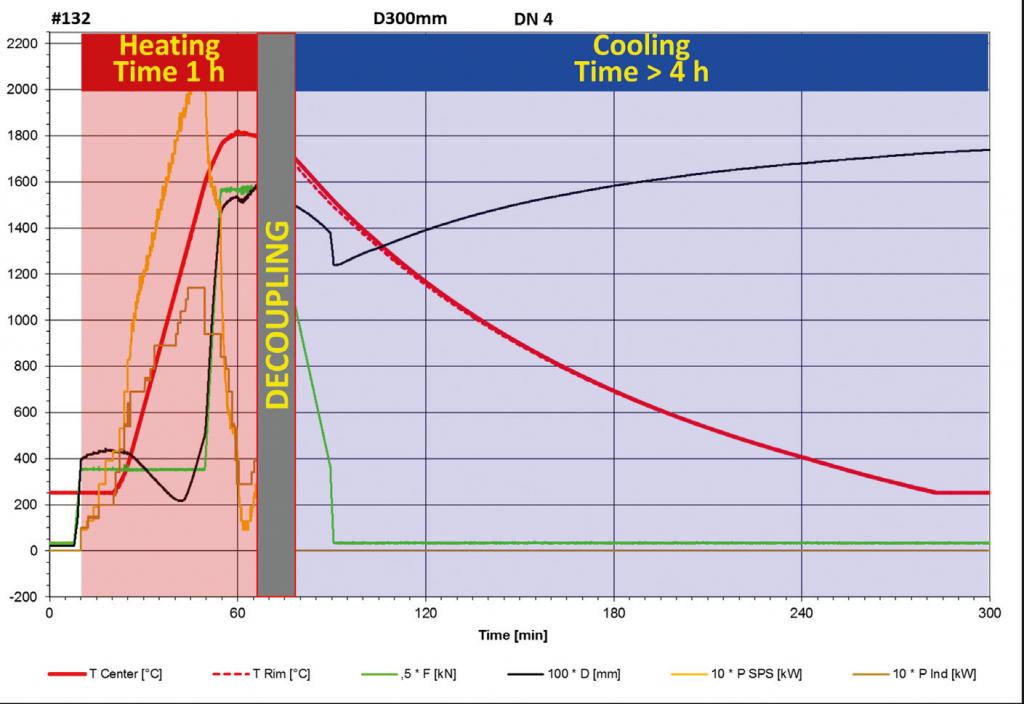
These so-called Field Assisted Sintering (FAST) methods (e.g. FAST/SPS, FAST/Hybrid, FAST/Flash) allow a significant reduction of the heating period due to the increase of heating rates and thermal homogeneity [1]. Also, the lengthy cooling can be accelerated by FAST, due to additional degrees of freedom in the pressing tool and furnace design. But the time saving is comparatively low, resulting in a typical situation as depicted in Fig. 1. In this example heating to 1800 °C and full densification of a 300 mm diameter
part made of pure tungsten carbide took 1 h only, but cooling to a temperature low enough to open the vacuum vessel and discharging the pressing tool lasted more than 4 h. Hence cooling is still the most critical
process step with regards to productivity and cost-efficiency of pressure-assisted sintering methods. Concerning this limitation, great progress
was achieved by the addition of a separate cooling chamber connected to the main chamber via a vacuum lock [2], as shown in Fig. 2.
This design allows the decoupling of the time-consuming cooling from the heating and densification period and can be used to enhance the productivity of conventional highhot presses as well as the above mentioned rapid FAST methods [3]. Especially in case of the latter frequently the cooling time is significantly longer than the heating and densification period.




simultaneously

separation plates
Then a relatively simple extension of the cooling chamber to a cooling tunnel – possibly with a lock chamber at the outlet – enables further improvement of the productivity. This principle brings out the benefits of rapid FAST methods to its best and nowadays is well proven in industrial environments. Recently, a further development and refinement of industrial pressure-assisted sintering [4, 5] are realized. Fig. 3 illustrates
this concept: by separate preheating of the pressing tool inside a suitable preheating tunnel an additional decoupling of the process steps was provided. This design enables a significant shortening of the densification step, with simultaneous optimization of the thermal homogeneity of the part. Especially if the respective sintering material is not suited for rapid FAST sintering, but rather requires hot pressing, the densification step can be shortened to a range, which was achievable for FAST methods only until now. But actually, this principle can be applied with all pressureless and pressure-assisted sintering methods, conventional hot pressing as well as the various rapid FAST methods. Fig. 3 also shows another additional means
of productivity enhancement: in this special case, the “heart” of the production system is formed by a twin hot press. This design can multiply the productivity of a conventional hot press or rapid FAST furnace to a new level of throughput, which was not possible so far. Fig. 4 shows an embodiment of this concept, with a pressing force of 2 x 300 t, suitable for parts with a size of around 400 mm, depending on the required mechanical
pressure.
main chamber
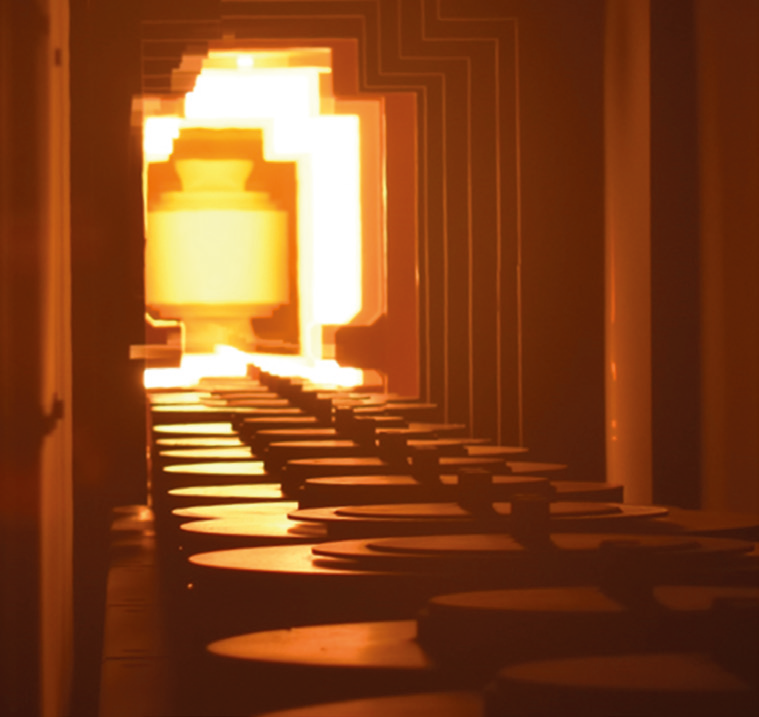
Fig. 5 shows a pair of typical pressing tools, which are handled by this system simultaneously. The preheating tunnel provides a total heating power of 350 kW, whereas the furnace of the twin hot press supplies up to 400 kW. In this case, the system handles multiple pressing tools, containing 14 large, rectangular tiles in each one (Fig. 6). This means a total of 28 parts per cycle. A view into the reheating channel (foreground) and the main chamber (background) is provided in Fig. 7. Depending on the material to be sintered and the pressing tool design and capacity, this production line can realize cycle time in the range of 0,5–3 h, resulting in an effective cycle time of 1–10 min per part. This corresponds to a productivity of 40 000 –400 000 parts per year.
Conclusion
A new range of high-throughput serial production lines allows a new level of cost efficiency. No longer powder metallic and ceramic components are suffering to a highhot cost level due to the expensive pressure-assisted
sintering technology. This enables new markets and application fields and promotes the technical and economic progress of future-oriented technical fields, e.g. power engineering, electric mobility, aerospace, and others.
References
[1] Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Räthel, J.; Herrmann, M.: Field-Assisted Sintering Technology/Spark
Plasma Sintering: Mechanisms, Materials, and Technology Developments. Adv. Eng. Mat. 2014 DOI: 10.1002/adem.201300409.
[2] Kessel, H.U., Hennicke, J., Kirchner, R., Kessel, T.: Spark Plasma Sintering of Novel Materials -– taking the next step towards industrial production.
34th Int. Conf. on Advanced Ceramics and Composites, Am. Ceram. Soc., 24–29 January 2010, Daytona Beach, FL, USA
[3] N.N.: Field Assisted Sintering (FAST): Hybrid Technology Enables Breakthrough in the Manufacture of Large-format Components. cfi/Ber.
DKG 90 (2013) [8-9] E 25–E 28
[4] Hennicke, J.; Kessel, T.; Räthel, J.: New FAST Consolidation Methods on the Way ‘ from Lab to Fab. Presentation held at ICC, Dresden, 2016
[5] Hennicke, J.; Kessel, T.; Räthel, J.: Enhancements on Fast Sintering Systems Promote Transfer from the Lab to Industrial Applications. Ceramic Engineering and Science Proceedings 2017, p. 11– 20, https://doi.org/10.1002/9781119321736. ch2
Jürgen Hennicke, Heinz U. Kessel, Tobias Kessel, Harald Neeß
FCT Systeme GmbH, Rauenstein
96528 Frankenblick, Germany
www.fct-systeme.de
Corresponding author: J. Hennicke
E-mail: j.hennicke@fct-systeme.de
Keywords: hot pressing, serial production,
ceramic